PCBA外观质量检验标准描述为产生优质的焊点及PCBA所用的材料、方法以及合格要求。无论用什么其它可行的方法,必须能生产出符合本标准描述的合格要求的完整的焊点。本标准适用于试制和生产现场的质量检验人员及工艺人员在进行PCBA外观检验时使用。本标准适用于大部分PCBA产品。
合格性判断本标准执行中,分为三种判断状态:“最佳”、“合格”和“不合格”。
最佳:它是一种理想化状态,并非总能达到,也不要求必须达到。但它是工艺部门追求的目标。
合格:它不是最佳的,但在其使用环境下能保持PCBA的完整性和可靠性。
工艺上的某些变动,合格要求要比最终产品的最低要求稍高些。为允许工艺上的某些变动,合格要求要比最终产品的最低要求稍高些。
不合格:它不足以保证PCBA在最终使用环境下的形状、配合及功能要求。应依据设计要求、使用要求及用户要求对其进行处置(返工、修理或报废)。
本标准的许多实例(图例)中显示的不合格情况都有些夸张,这是为了方便说明而故意这么做的。
使用本标准需要特别注意每一节的主题以避免错误理解。
自动检验技术(AIT)能有效地替代人工外观检验,并可作为自动测试设备的补充。本标准描述的许多特征可以通过AIT系统检验出来。
本标准的使用方法
本标准可与IPC与EIA联合制定的标准J-STD-001B 《PCBA焊接质量要求》配套使用。J-STD-001B确立了PCB焊接的最低限度的合格要求,本标准是其同类文件和增补,它提供J-STD-001B的图示说明。本标准还包括操作、机械装配方面的要求以及其它的工艺要求。
本标准可以当作检验用的独立应用文件,但它并未规定现场工艺检验的频次或最终产品检验的频次。它也没有规定所允许的“工艺问题警告”(已分别归于“合格”和“不合格”)的数目,也未规定允许修理/返修的缺陷数目。这些规定可在J-STD-001B中查找到。
假如质量工程师和工艺工程师需要就现场某些被检验内容进行仲裁,就应使用J-STD-001B以进一步了解焊接要求的细节。
尺寸的核检
除非以仲裁为目的,本标准不提供实际的尺寸数据(即具体的零件安装及焊缝的尺寸,百分比的确定值)。
放大辅助装置及照明
因为是外观检验,在进行PCBA检查时,对一些个别的技术内容可以用光学放大辅助装置。
放大辅助装置的精度为选用放大倍
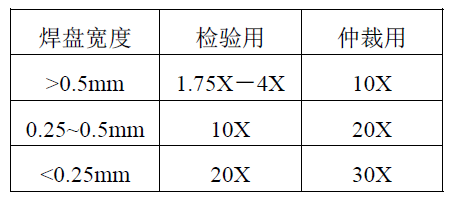
数的15%(即所选用放大倍数的±15%或30%范围)。放大辅助装置以及检验照明应当与被处置产品的尺寸大小相适应。用来检验焊点的放大率以被检验器件所使用的焊盘的最小宽度为依据。当质量工程师要求进行放大检验时,可应用以下放大倍数:
仲裁情况只应该用于鉴定检验中不合格的产品。对使用了各式各样焊盘宽度的PCBA,可以使用较大放大倍数检验整个PCBA。
电路板方位
在本标准的全文中用以下术语来确定电路板的面:
主面:封装和互连结构的一面,该面在布设总图上就作了规定(通常此面含有最复杂的或多数的元器件。此面在通孔插装技术中有时称做“元器件面”)。
辅面: 封装及互连结构的一面,它是主面的反面。(在通孔插装技术中此面有时称做“焊接面”)。
电气间距:只要有可能,不同层面上的导体间的间距应当尽可能大。在本标准中,导体之间、导电图形之间、导电材料(如导电标记或安装硬件)与导体之间的最小间距称为“最小电气间距,并与企业标准《印制电路板(PCB)设计规范》相符,而且规定在布设总图上。







 京公网安备11011302007318号
京公网安备11011302007318号